Chưa có sản phẩm trong giỏ hàng.
 Ống inox
Ống inox Ống thép
Ống thép Ống đồng
Ống đồng Ống nhựa
Ống nhựaChia sẻ kinh nghiệm
Bu lông và đai ốc cho kết nối mặt bích

07
Th1
Th1
Bu lông và đai ốc là phụ kiện không thể thiếu khi sử dụng các kết nối mặt bích. Tuy nhiên việc lựa chọn bu lông và đai ốc như nào cho phù hợp thì không phải ai cũng biết. Trong bài viết dưới đây, PKO sẽ chia sẻ tới các bạn những kiến thức cần thiết cho bu lông và đai ốc cho mặt bích
1. Các loại bu lông
Trong ngành công nghiệp dầu khí và hóa chất để kết nối mặt bích, Bu lông Stud và Bu lông Hex được sử dụng. Stud Bolt là một thanh có ren với 2 đai ốc hình lục giác nặng, trong khi Bolt Hex có một đầu với một đai ốc. Các loại hạt và đầu đều có sáu mặt.
2. Stud Bolts nói chung
Số lượng bu lông cho kết nối mặt bích sẽ được xác định bởi số lượng lỗ bu lông trên mặt bích, đường kính và chiều dài của bu lông phụ thuộc vào loại mặt bích và Loại áp suất của mặt bích.
Chiều dài bu lông đinh tán được xác định theo tiêu chuẩn ASME B16.5. Chiều dài tính bằng inch bằng với chiều dài ren hiệu quả được đo song song với trục, từ ren đầu tiên đến ren đầu tiên không có mép vát (điểm). Sợi đầu tiên được định nghĩa là giao điểm của đường kính chính của ren với gốc của điểm.
Các đinh tán được đo song song với trục (L) từ
đầu tiên đến ren không có vát (điểm)
S = ren tự do bằng 1/3 thời gian đường kính bu lông
 Bu lông lục giác được đo từ dưới đầu đến đỉnh của bu lông
Bu lông lục giác được đo từ dưới đầu đến đỉnh của bu lông
Ghi chú: Để cho phép sử dụng thiết bị căng thủy lực, các đinh tán có kích thước lớn hơn thường dài hơn một đường kính so với “tiêu chuẩn”. Bu lông đó có nắp bảo vệ bằng nhựa.
3. Chủ đề của Bu lông Stud
Luồng bu lông được xác định trong ASME B1.1 Ren vít inch hợp nhất, (Dạng ren UN và UNR). Chủ đề phổ biến nhất là một hình thức đối xứng với cấu hình chữ V. Góc bao gồm là 60°. Biểu mẫu này được sử dụng rộng rãi trong biểu mẫu Chuỗi thống nhất (UN, UNC, UNF, UNRC, UNRF) dưới dạng chuỗi ISO/số liệu.
Ưu điểm của ren đối xứng là chúng dễ sản xuất và kiểm tra hơn so với ren không đối xứng. Chúng thường được sử dụng trong các ốc vít có mục đích chung.
Sê-ri ren bao gồm các ký hiệu kết hợp đường kính/bước được đo bằng số lượng ren trên mỗi inch (TPI) được áp dụng cho một đường kính.
Chủ đề tiêu chuẩn Pitches
- Chuỗi ren thô (UNC/UNRC) là hệ thống ren được sử dụng rộng rãi nhất và được áp dụng trong hầu hết các loại vít, bu lông và đai ốc. Ren thô được sử dụng cho ren trong các vật liệu có độ bền thấp như sắt, thép mềm, đồng và hợp kim mềm hơn, nhôm, v.v.. Ren thô cũng có khả năng chịu đựng tốt hơn trong các điều kiện bất lợi và tạo điều kiện lắp ráp nhanh chóng.
- Sê-ri ren mịn (UNF/UNRF) thường được sử dụng trong các ứng dụng chính xác và ở những nơi yêu cầu độ bền kéo cao hơn sê-ri ren thô.
- 8 – Chuỗi ren (8UN) là phương pháp tạo ren được chỉ định cho một số tiêu chuẩn ASTM bao gồm A193 B7, A193 B8/B8M và A320. Sê-ri này chủ yếu được sử dụng cho đường kính từ một inch trở lên.
4. Đai ốc lục giác
Đai ốc lục giác (dữ liệu kích thước) được xác định trong ASME B18.2.2 và thậm chí là bu lông ren trong ASME B1.1. Tùy thuộc vào thông số kỹ thuật của khách hàng, đai ốc phải được vát cả hai mặt hoặc có một mặt là mặt đệm.
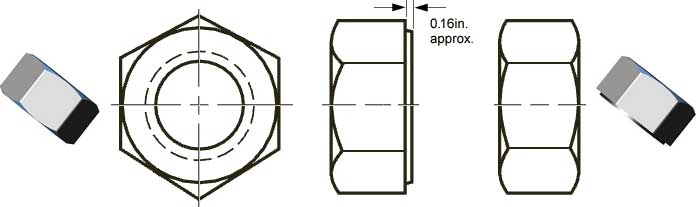
Chiều cao của đai ốc cho Stud Bolt giống như đường kính của thanh ren
5. Vật liệu cho Bu lông Stud
Kích thước từ Bu lông nghiên cứu được xác định trong tiêu chuẩn ASME B16.5. Chất lượng vật liệu cho đinh tán được xác định trong các tiêu chuẩn ASTM khác nhau và được biểu thị bằng Cấp. Các loại thường được sử dụng là A193 cho thanh ren và A194 cho đai ốc.
ASTM A193 bao gồm vật liệu bắt vít bằng hợp kim và thép không gỉ cho bình áp lực, Van, mặt bích và phụ kiện cho dịch vụ nhiệt độ cao hoặc áp suất cao hoặc các ứng dụng có mục đích đặc biệt khác.
ASTM A194 bao gồm nhiều loại đai ốc bằng thép không gỉ carbon, hợp kim, martensitic và austenit. Các đai ốc này được dùng cho dịch vụ áp suất cao hoặc nhiệt độ cao hoặc cả hai.
5.1. Đánh dấu bu lông stud
Thanh ren và đai ốc phải được nhà sản xuất đánh dấu bằng mã nhận dạng duy nhất để xác định nhà sản xuất hoặc nhà phân phối nhãn hiệu riêng, nếu thích hợp. Dưới đây là một số ví dụ về ASTM.
5.2. Các loại bu lông stud
Bên dưới một bảng có vật liệu và cấp độ cho mặt bích, thanh ren (bu lông) và đai ốc, được sắp xếp theo nhiệt độ thiết kế, mặt bích, thanh ren và đai ốc được khuyến nghị.
| THIẾT KẾ NHIỆT ĐỘ. | CÁNH DẦM | RODS LỚP | LỚP HẠT |
| -195° đến 102°C | ASTM A182 Gr. F304, F304L, F316, F316L, F321, F347 | A320 Gr.B8 Lớp2 | A194 Gr.8A |
| -101° đến -47°C | ASTM A350 Gr.LF3 | A320 Gr.L7 | A194 Tổ 7 |
| -46° đến -30°C | ASTM A350 Gr.LF2 | A320 Gr.L7 | A194 Tổ 7 |
| -29° đến 427°C | ASTM A105 | A193 Gr.B7 | A194 Gr.2H |
| 428° đến 537°C | ASTM A182 Gr.F11, F22 | A193 Gr.B16 | A194 Gr.2H |
| 538° đến 648°C | ASTM A182 Gr.F11, F22 | A193 Gr.B8 Lớp 1 | A194 Gr.8A |
| 649° đến 815°C | ASTM A182 Gr. F304H, F316H | A193 Gr.B8 Lớp 1 | A194 Gr.8A |
| THIẾT KẾ NHIỆT ĐỘ. | FLG’S | RODS LỚP | LỚP HẠT |
Lưu ý.. Tài liệu trong bảng trên được cung cấp cho mục đích hướng dẫn
6. Tổng hợp kiến thức liên quan
6.1. Kết nối mặt bích không đúng cách – Bu lông quá ngắn!
Bạn có thể làm gì..

- Hình ảnh cho thấy một mặt bích được bắt vít không đúng cách, bởi vì hai bu lông quá ngắn và đai ốc không hoàn toàn nằm trên bu lông. Điều này có nghĩa là khớp có thể không khỏe như bình thường. Các mặt bích được thiết kế sao cho toàn bộ tổ hợp đai ốc giữ lực trên mặt bích. Nếu đai ốc chỉ được vặn một phần vào bu lông, mối nối có thể không đủ chắc chắn.
- Nếu công việc của bạn bao gồm lắp đặt thiết bị lại với nhau, lắp ráp ống có mặt bích, bắt vít nắp hố ga hoặc các kết nối bắt vít khác trên thiết bị hoặc lắp ráp thiết bị khác, hãy nhớ rằng công việc chưa hoàn thành cho đến khi tất cả các bu lông được lắp đặt và siết chặt đúng cách.
- Một số thiết bị yêu cầu quy trình siết chặt bu lông đặc biệt. Ví dụ: bạn có thể phải sử dụng cờ lê lực để siết chặt các bu lông theo thông số kỹ thuật hoặc siết chặt các bu lông theo thứ tự đặc biệt. Đảm bảo rằng bạn tuân theo đúng quy trình, sử dụng đúng công cụ và bạn được đào tạo bài bản về quy trình lắp ráp thiết bị.
- Kiểm tra các đường ống và thiết bị để biết các mặt bích được bắt vít đúng cách như một phần của quá trình kiểm tra an toàn tại nhà máy của bạn. Theo hướng dẫn đơn giản, các bu lông không vượt ra ngoài đai ốc phải được thợ thủ công hoặc kỹ sư đường ống của nhà máy xem xét.
- Nếu bạn quan sát thấy các mặt bích được bắt vít không đúng cách trong nhà máy của mình, hãy báo cáo chúng để chúng có thể được sửa chữa và đảm bảo rằng các sửa chữa cần thiết đã được hoàn thành.
- Kiểm tra thiết bị mới hoặc thiết bị đã được lắp ráp lại sau khi bảo trì để đảm bảo thiết bị được lắp ráp đúng cách và bắt vít đúng cách trước khi khởi động.
6.2. Chiều dài thích hợp của Bu lông đinh tán là bao nhiêu..
Theo quy định, bạn có thể sử dụng..
Các ren tự do của bu lông phía trên đỉnh của đai ốc bằng 1/3 đường kính bu lông.